La deformación es únicamente uno de los diversos procesos que pueden usarse para obtener formas intermedias o finales en el metal.
El estudio de la plasticidad está comprometido con la relación entre el flujo del metal y el esfuerzo aplicado. Si ésta puede determinarse, entonces las formas más requeridas pueden realizarse por la aplicación de fuerzas calculadas en direcciones específicas y a velocidades controladas.
Las maquinas, aparatos, herramientas y diversos artículos mecánicos están formados por muchas piezas unidas, tales como: pernos, armazones, ruedas, engranajes, tornillos, etc. Todas estas piezas obtienen su forma mediante diferentes procesos mecánicos (Procesos de conformado), fundición, forja, estirado, laminado, corte de barras y planchas, y por sobre todo mediante arranque de virutas.
Embutido profundo y prensado
El embutido profundo es una extensión del prensado en la que a un tejo de metal, se le da una tercera dimensión considerable después de fluir a través de un dado. El prensado simple se lleva a cabo presionando un trozo de metal entre un punzón y una matriz, así como al indentar un blanco y dar al producto una medida rígida. Latas para alimentos y botes para bebidas, son los ejemplos más comunes.
Este proceso puede llevarse a cabo únicamente en frío. Cualquier intento de estirado en caliente, produce en el metal un cuello y la ruptura. El anillo de presión en la Fig. 12 evita que el blanco se levante de la superficie del dado, dando arrugas radiales o pliegues que tienden a formarse en el metal fluyendo hacia el interior desde la periferia del orificio del dado.
Laminado
Este es un proceso en el cual se reduce el espesor del material pasándolo entre un par de rodillos rotatorios. Los rodillos son generalmente cilíndricos y producen productos planos tales como láminas o cintas. También pueden estar ranurados o grabados sobre una superficie a fin de cambiar el perfil, así como estampar patrones en relieve. Este proceso de deformación puede llevarse a cabo, ya sea en caliente o en frío.
El trabajo en caliente es usado muy ampliamente porque es posible realizar un cambio en forma rápida y barata. El laminado en frío se lleva a cabo por razones especiales, tales como la producción de buenas superficies de acabado o propiedades mecánicas especiales. Se lamina más metal que el total tratado por todos los otros procesos.
Forjado
En el caso más simple, el metal es comprimido entre martillo y un yunque y la forma final se obtiene girando y moviendo la pieza de trabajo entre golpe y golpe. Para producción en masa y el formado de secciones grandes, el martillo es sustituido por un martinete o dado deslizante en un bastidor e impulsado por una potencia mecánica, hidráulica o vapor.
Un dispositivo utiliza directamente el empuje hacia abajo que resulta de la explosión en la cabeza de un cilindro sobre un pistón móvil. Los dados que han sustituido al martillo y al yunque pueden variar desde un par de herramientas de cara plana, hasta ejemplares que tiene cavidades apareadas capaces de ser usadas para producir las formas más complejas

Si bien, el forjado puede realizarse ya sea con el metal caliente o frío, el elevado gasto de potencia y desgaste en los dados, así como la relativamente pequeña amplitud de deformación posible, limita las aplicaciones del forjado en frío. Un ejemplo es el acuñado, donde los metales superficiales son impartidos a una pieza de metal por forjado en frío. El forjado en caliente se está utilizando cada vez más como un medio para eliminar uniones y por las estructuras particularmente apropiadas u propiedades que puede ser conferidas al producto final. Es el método de formado de metal más antiguo y hay muchos ejemplos que se remontan hasta 1000 años A. C.
Estirado
Este es esencialmente un proceso para la producción de formas en hojas de metal. Las hojas se estiran sobre hormas conformadas en donde se deforman plásticamente hasta asumir los perfiles requeridos. Es un proceso de trabajo en frío y es generalmente el menos usado de todos los procesos de trabajo
Extrusión
En este proceso un cilindro o trozo de metal es forzado a través de un orificio por medio de un émbolo, por tal efecto, el metal estirado y extruido tiene una sección transversal, igual a la del orificio del dado.
Hay dos tipos de extrusión, extrusión directa y extrusión indirecta o invertida. En el primer caso, el émbolo y el dado están en los extremos opuestos del cilindro y el material es empujado contra y a través del dado. En la extrusión indirecta el dado es sujetado en el extremo de un émbolo hueco y es forzado contra el cilindro, de manera que el metal es extruido hacia atrás, a través del dado.
La extrusión puede llevarse a cabo, ya sea en caliente o en frío, pero es predominantemente un proceso de trabajo en caliente. La única excepción a esto es la extrusión por impacto, en la cual el aluminio o trozos de plomo son extruidos por un rápido golpe para obtener productos como los tubos de pasta de dientes. En todos los procesos de extrusión hay una relación crítica entre las dimensiones del cilindro y las de la cavidad del contenedor, especialmente en la sección transversal.
El proceso se efectúa a una temperatura de 450 a 500 ºC con el fin de garantizar la extrusión.
El diseño de la matriz se hace de acuerdo con las necesidades del mercado o del cliente particular.
La extrusión nos permite obtener secciones transversales sólidas o tubulares que en otros metales sería imposible obtener sin recurrir al ensamble de varias piezas.
Estirado de alambre
Una varilla de metal se aguza en uno de sus extremos y luego es estirada a través del orificio cónico de un dado. La varilla que entra al dado tiene un diámetro mayor y sale con un diámetro menor. En los primeros ejemplos de este proceso, fueron estiradas longitudes cortas manualmente a través de una serie de agujeros de tamaño decreciente en una "placa de estirado" de hierro colado o de acero forjado. En las instalaciones modernas, grandes longitudes son estiradas continuamente a través de una serie de dados usando un número de
poleas mecánicamente guiadas, que pueden producir muy grandes cantidades de alambre, de grandes longitudes a alta velocidad, usando muy poca fuerza humana. Usando la forma de orificio apropiada, es posible estirar una variedad de formas tales como óvalos, cuadrados, hexágonos, etc., mediante este proceso.
Cizallado
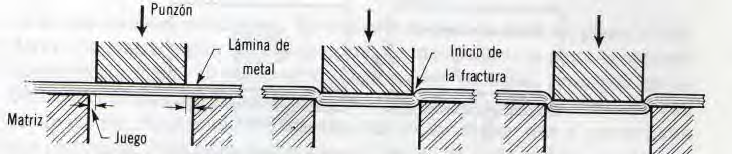
El corte del metal implica su sostenimiento a un esfuerzo de corte, superior a su resistencia límite, entre filos cortantes adyacentes. Conforme el punzón desciende sobre el metal, la presión produce una deformación plástica que tiene lugar como en B en la figura. El metal se somete a un esfuerzo muy alto entre los filos de la matriz y el punzón, y las fracturas se inician en ambos lados de la lámina a medida que continúa la deformación. Cuando se alcanza el límite de resistencia del material la fractura progresa; si el juego es correcto, y ambos filos tienen el mismo aguzado, las fracturas se encuentran en el centro de la lámina como se muestra en C. el valor del juego, que desempeña un papel importante en el diseño de matrices depende de la dureza del material. Para el acero deberá ser del 5 al 8 % del espesor del material por lado. Si se usa un juego inadecuado, las fracturas no coinciden, y en cambio, deben atravesar todo el espesor de la lámina, consumiendo más potencia.
a) Punzón en contacto con la lámina.
b) Deformación plástica.
c) Fractura completa.
Cizallas de escuadrar
Esta máquina se usa exclusivamente para cizallar láminas de acero y se fabrica tanto `para operación manual como la operada con motor. Se puede colocar lámina con un ancho mayor de 3m. Están provistas de pisadores hidráulicos cada 300mm para prevenir cualquier movimiento de la lámina durante el corte. En la operación, la lámina avanza sobre la bancada de manera que la línea de corte se encuentre bajo la cuchilla. Cuando se acciona el pedal, los pisadores descienden y las cuchillas cortan progresivamente a lo largo de la lámina.
Doblado y formado
Se puede efectuar con el mismo equipo que se usa para corte, esto es, prensas operadas con manivela, excéntrico y leva. En donde esté considerado el doblado, el metal se somete a esfuerzos tanto en tensión como de compresión con valores inferiores a la resistencia límite del material, sin un cambio apreciable del espesor. Tal como en una prensa dobladora, el doblado simple implica un doblez recto a lo largo de la lámina de metal.
Para diseñar una sección rectangular a doblar, uno debe determinar cuánto metal se debe dejar para el doblez, pues las fibras exteriores se alargan y las interiores se cortan. Durante la operación, el eje neutro de la sección se mueve hacia el lado de la compresión, lo cual arroja más fibras en tensión. Todo el espesor disminuye ligeramente, el ancho aumenta en el lado de la compresión y se acorta en el otro. Aunque las longitudes correctas para los dobleces se pueden determinar por fórmulas empíricas, están considerablemente influidas por las propiedades físicas del metal. El metal que se ha doblado, retiene algo de su elasticidad original y hay alguna recuperación de elasticidad después de retirar el punzón, a esto se le llama recuperación elástica.
Prensa dobladora
Se usan para doblar, formar, rebordear, repujar, desbarbar y punzonar lámina metálica de bajo calibre. Tales prensas pueden tener espacio para lámina de 6 m de ancho y 16 mm de espesor.
La capacidad de presión requerida de una prensa dobladora para un material dado, se determina por la longitud de la pieza, el espesor del metal y el radio del doblez. El radio mínimo interior de doblez se limita usualmente a un valor igual al espesor del material. Para las operaciones de doblado, la presión requerida varía en proporción a la resistencia a la tensión del material. Las prensas dobladoras tienen carreras cortas, y están equipadas generalmente con un mecanismo impulsor excéntrico.